
Продукция
-
Новые поступления на склад
-
Ферритовые сердечники и аксессуары
-
Порошковые сердечники на основе сплавов Magnetics, KDM, DMEGC
-
Порошковые сердечники из распыленного железаПродукты данной категорииПоказать все
-
Нанокристаллические и аморфные сердечники
-
Отечественные ферритовые и порошковые сердечники
-
МагнитыПродукты данной категорииПоказать все
-
Намоточные материалыПродукты данной категорииПоказать все
-
Дроссели и индуктивности
-
ТрансформаторыПродукты данной категорииПоказать все
-
Компоненты для обеспечения EMCПродукты данной категорииПоказать все
-
Алюминево-электролитические конденсаторыПродукты данной категорииПоказать все
-
Керамические конденсаторы
-
Пленочные конденсаторы
-
Устройства защиты
-
Сенсорные Датчики
-
Компоненты для беспроводных зарядных устройств
-
Гибкие поглотители, поглощающие материалы, магнитные экраны
-
Радиочастотные компоненты и модули
-
Керамические элементы переключения/нагрева, Пьезо-компоненты, зуммеры и микрофоны
-
Материалы для высокочастотной сварки труб
-
Дискретные компоненты
-
Источники питания и преобразователи
-
Материалы и компоненты для литий-ионных батарей
-
Оптоэлектроника
-
Разъемы, клеммы, колодкиПродукты данной категорииПоказать все
-
Хранение энергииПродукты данной категорииПоказать все
Используя наш сайт, Вы даете нам согласие на использование файлов cookie на вашем устройстве
в соответствии с нашей Политикой использования cookie. Если собранная информация содержит персональные данные,
мы будем обрабатывать ее всоответствии с нашей Политикой конфиденциальности и Условиями использования сервиса.
Согласен
- Главная Документация
- Быстрые ссылки
-
Каталог "Ферритовые сердечники для высокочастотной сварки труб"
-
Стандартный ряд готовых импедеров с проточной системой охлаждения (Assembly impeders through flow)
-
Стандартный ряд готовых импедеров для обратноходовой схемы охлаждения
-
Фиберглассовые трубы из стекловолокна
-
Описание процесса высокочастотной сварки труб.
-
Наличие на складе
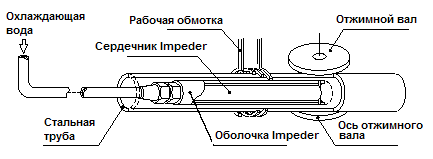
Процесс высокочастотной сварки труб
Описание процесса высокочастотной сварки труб.
При высокочастотной сварке труб, предварительно сформированная заготовка трубы подводится направляющими роликами к месту сварки. Сварка осуществляется индукционным нагревом металла токами высокой частоты. Нагретый участок трубы сдавливается обжимными роликами.
Наиболее важным элементом сварочного волновода являются ферритовые сердечники для высокочастотной сварки сварки — Impeder core, обеспечивающие концентрацию магнитного потока на участке нагрева.
Характеристики магнитного материала Impeder cores, прочность (срок службы без замены) оказывают существенное воздействие на эффективность, скорость, и стабильность процесса сваривания а также качество шва свариваемых труб. Электромагнитные параметры материала сварочных стержней оказывают существенное влияние на расход электроэнергии.
Стержни для сварки помещаются в защитный кожух и охлаждаются водой или охлаждающей эмульсией для предотвращения перегрева и увеличения срока службы. Для этого, конструкция стержней предусматривает наличие специальных отверстий и пазов для повышения эффективности теплоотвода.
В зависимости от выбранной схемы охлаждения готовые импедеры для сварки труб выпускаются с проточной системой охлаждения (Assembly impeders through flow) и обратноходовой схемой (Assembly impeders return flow).
Для повышения эффективности высокочастотной сварки трубы важным является правильный выбор и расчет используемого готового импедера. Основными критериями являются следующие правила:
Внешний диаметр импедера должен быть максимально большим по отношению к внутреннему диаметру свариваемой трубы. На практике это значение ограничивают обычно значением 0,75- 0,8 от внутреннего диаметра свариваемой трубы для предотвращения механических повреждений кожуха импедера. Из за отсутствия нужных расходных материалов, в России и Украине, часто нужный диаметр набирается пучком из стержней ферритовых материалов общего применения М600НН, М2500НМС1 или 900НМСВ меньшего диаметра, что уменьшает эффективность сварочного процесса.
Серьезное влияние на качество сварки оказывает геометрическое расположение импедера по отношению к сварочным обжимным роликам, размер и конфигурацию используемого в нем феррита.
Для повышения эффективности высокочастотной сварки размер ферритового сердечника, используемого в составе собранного импедера должен быть максимально большой, однако его конфигурация и размеры для увеличения долговечности срока службы не должны препятствовать эффективному охлаждению эмульсией. Очень важным для увеличения долговечности службы собранного импедера является организация эффективной циркуляции охлаждающей жидкости и ее фильтрации.
Для импедеров с проточным охлаждением обычно применяют конфигурацию феррита ZRS, для импедеров с обратноходовым охлаждением — конфигурацию ZRSH.
Как правило, собранный импедер должен выступать ориентировочно на 16 мм за осевую линию обжимных роликов. Ферритовый сердечник TDK обычно устанавливается на расстоянии 12-13 мм от края защитного кожуха, так чтобы край феррита находился ориентировочно в 3 мм от осевой линии обжимных роликов.
Оптимальной длиной импедера импедера является величина, составляющая 3,5-4 длины медных индукционных катушек.
Расстояние между центральной линией обжимных сварочных роликов до медной индукционной катушки выбирается в зависимости от параметров изготавливаемой трубы. На практике эту длину стараются минимизировать, и выбирают ее величину не более внешнего диаметра свариваемой трубы.
Чрезвычайно важным для увеличения эффективности и долговечности срока работы собранного импедера является правильный и оптимальный выбор материала защитного кожуха. Основные критерии, применяемые к выбору материала- способность работы при высоких температурах, высокая механическая устойчивость и качество шлифовки внешней поверхности для исключения преждевременного прогорания материала кожуха, залипания на нем капель расплавленного металла. Важным критерием выбора материала кожуха является также его соотношение цена/качество В большинстве случаев в качестве материала выбирается недорогой стандартный материал Fiberglass WT912 (зеленая линия). В особых случаях для увеличения эффективности сварки иногда используется материал кожуха, содержащий наполнитель из ферритового порошка типа Ferroglass или магнитного стекла MGC фирмы TDK. Как показывает практика, применение подобных материалов эффективно только для небольших диаметров труб (до 15 мм). Отрицательным моментом является значительно более высокая стоимость материала кожуха — она возрастает в 3-4 раза.